
کوره آنیل و گزارش تحقیق و تست از نازل مشعلهای خط گالوانیزه
الف) شرح وضعیت موجود و مشکلات ایجاد شده در کوره آنیل:
در این کوره آنیل ۱۵۶ مشعل وجود دارد که ۷۸ عدد در یک طرف و ۷۸ عدد در طرف دیگر قرار دارد. مشعل ها داخل رادیان تيوب قرار می گیرند و حدود حرارت تولید می گردد. دمایی که سرمشعل ها وجود دارد قابل اندازه گیری نیست ولی دمای خروجی که حاصل از گاز احتراقی می باشد بین تا درجه سانتی گراد است .
فشار گاز مشعل بین ۱۴ تا ۱۸ میلی بار می باشد.

البته شرایط برای هر مشعل در کوره آنیل متفاوت است، مثلا مشعل های ابتدای ورودی کوره دمای بیشتری را تولید می کند و این مشعل ها بصورت اتوماتیک start یاstop می شوند.
شرایط کاری مشعل باید طوری باشد کهco در حدود صفر،o2 در حدود ۲ تا ۴ درصد وco2 حدود ۱۰ درصد باشد، بنابراین اگر شرایط کاری بطور دقیق رعایت شود وضعیت شعله نباید اکسید کننده شدید باشد. خنک کردن سیستم از طريق اگزوز فن (مکش خروجی صورت می گیرد. مشعل ها حالت مابین ندارند یا روشن هستند یا خاموش. مشعل هایی که اصلی هستند (قطعات خارجی مابین ۲ تا ۴ سال عمر می کنند و پس از آن در هنگامی که فرسوده می شوند دفرمه می شوند و این دفرمه شدن از چشمی انتهای مشعل قابل مشاهده است که نشان می دهد شعله متمرکز نیست.

مشعل هایی که ساخت داخل هستند بین ۱ تا ۵ ماه عمر می کنند و پس از آن، سرنازل ها با خرابی شدیدی مواجه می شوند که این تخریب هم از کنار روزنه های سرمشعل صورت می گیرد، هم از مقطع جوش داده شده به بدنه نازل، که باعث می شود شعله از قسمت های مختلفی خارج شود و باعث تخریب رادیان تیوب های گران قیمت کوره شود و ممکن است ضربه بزرگی به کل کوره وارد کند. به علاوه زمانshut down و تعمیرات جایگزینی ضرر هنگفتی به پروسه تولید وارد کرده است. ساخت این نازل ها بصورتی است که فقط سر نازل ساخته می شود و بدنه آن از قطعه تخریب شده قبلی تهیه می شود (قطعه خارجی) و قطعه ساخته شده به بدنه جوش می شود که یکی از مشکلات این نازل ها همین جوش این قسمت می باشد.

جنس این رادیان تیوب هاIconel 601(D) می باشد که تا کنون خرابی های زیادی داشته است و این خرابی ها فقط بوسیله جوش وsleeve گذاری تعمیر شده است.

بر اثر باز شدن جوش سرنازل ها تاکنون ۲ بار خرابی کوره مشاهده شده است.
چک کردن سر مشعل ها در قطعات خارجی امکان پذیر می باشد ولی در قطعات ایرانی به علت تخریب زودهنگام، فاقد این مزیت است. نمونه خارجی یک بار در هفته جهت سنجش انحراف شعله چک می شوند که در نمونه ایرانی بخاطر احتمال بالای خرابی، این کار روزانه صورت می پذیرد.
هم اکنون بیش از ۲۰ عدد مشعل خراب در حال کار کردن در کوره آنیل هستند.
ب) متد انجام تحقیقات برای پی بردن به دلایل تخریب کوره آنیل:
١- عکسهای متعددی از چهار حالت نازلها در کوره آنیل گرفته شد:
۱ – ۱- نازلهای خارجی نصب نشده (در انبار)
۱ – ۲- نازلهای داخلی نصب نشده (در انبار)
۱ – ۳- نازلهای مستهلک خارجی در کارگاه با جزئیات نحوه تخریب
۱ – ۴- نازلهای مستهلک داخلی (در کارگاه با جزئیات نحوه تخریب
۲- مراجعه به مسئولین نواحی برای سوال از شرایط محیطی (در صورت امکان سنجش دمای نازلها در زمان کار، با thermometer تشعشعی) و دلایل تخریب و زمان کارکرد خارجیها در مقایسه با داخليها و اشکالاتی که نازل مستهلک در کار ایجاد می کند (با ذکر مقایسه های ریالی).
۳- آنالیز نمونه داخلی و خارجی جهت اطمینان از مشابهت متریال دو نمونه.
۴- متالوگرافی در هر چهار حالت بند ۱ جهت بررسی ریزساختار نمونه داخلی و خارجی قبل و بعد از کارکرد با یکدیگر.
۵- تحقیق برای مشخص کردن نوع که آیا یا است.
۶- پس از انجام مراحل ۳، ۴ و ۵ مشخص می شود چه متریالهایی می تواند جایگزین مناسبی برای متریال موجود باشند و کدامیک در صنعت داخل قابل تهیه است و امکان سنجی نصب (میزان ) هم چک می گردد.
۷- با توجه به تمام بررسی ها راهکار برای افزایش طول عمر نازلها ارائه خواهد شد.
ج) ارائه نتایج تحقیقات و آزمونهای صورت گرفته در کوره آنیل:
١- عکسها نازلهای خارجی و داخلی پیش از کار کرد و پس از آن
همانطو که در تصاویر مشاهده می شود، با وجود زمان کمتر کار کرد نمونه های داخلی، تخریب آنها گسترده تر و تغییر شکل ظاهری و دفرمه شدن بیشتری نسبت به نمونه خارجی داشته اند. تفاوت دیگری که در قطعه تخریب شده داخلی دیده می شود، سوراخهایی در نزدیکی محل حوشکاری است که به احتمال قوی، ناشی از عدم رعایت دستورالعمل جوشکاری با استفاده از الکترود مناسب جوشکای است.


٢- تحقیقات میدانی و استعلام شرایط محیطی از مسوولین نواحی
در مورد نتایج حاصله از پرسش از مسوولین نواحی توضیحات لازم در بند الف گزارش ارائه شده است.
۳- آنالیز نمونه داخلی و خارجی جهت اطمینان از مشابهت متریال دو نمونه
بر روی هر دو نمونه داخلی و خارجی تست PMI توسط دستگاه کوانتومتر پرتابل مدل Spectrotest متعلق به این شرکت انجام گرفت که نتایج حاصله در جدول زیر درج شده است، پرینت دستگاه کوانتومتر نیز در ضمیمه گزارش آمده است:

مطابق آنالیزهای جدول فوق گرید دو نمونه مطابق جدول زیر می باشد.

آنالیز دقیق استاندارد در گرید فوق در جدول زیر بر مبنای استاندارد آلمان آمده است:

چنانکه مشاهده می شود، متریال نمونه داخلی با نمونه خارجی متفاوت می باشد. متریال نمونه خارجی HK-40 است که تقریبا معادل ریختگی فولاد غیر ریختگی 310S می باشد. فولاد از دسته فولادهای مقاوم به حرارت است. مهمترین تفاوت فولاد HK-40 به لحاظ آنالیز با فولاد 310S، تفاوت در درصد کربن است که افزایش درصد کربن در این آلیاژ باعث افزایش مقاومت به خزش نسبت به گرید غیر ریختگی 310S می شود. متریال CF-8 نیز معادل ریختگی فولاد می باشد که مقاومت به حرارت آن کمتر از فولاد 310S می باشد. آنالیز شیمیایی دقیق گرید های 310S و 304 جهت مقایسه در جدول زیر بر مبنای استاندارد آلمان آمده است:

علت عدم مقاومت فولاد CF-8 در برابر حرارت نسبت به فولاد HK-40 مقدار بسیار کمتر عنصر نیکل در ترکیب این فولاد نسبت به فولاد HK-40 می باشد.
در مقایسه خواص خزشی فولادههای 304 و 310S، مطابق نمودار شماره ۱ در صفحه ۵ فایل ضمیمه ۲، با وجود اینکه در دماهای زیر ۷۵۰ فولاد 304 مقاومت خزشی بهتری را نسبت به فولاد 310S نشان می دهد اما در دماهای بالاتر از ۷۵۰، به دلیل افت بیش از اندازه مقاومت خزشی، اصولا کاربرد ندارد، اما فولاد 310S در دماهای بالاتر از ۷۵۰ مقاومت خزشی خود را حفظ می کند و این موضوع به دلیل وجود درصد بالاتر عنصر نیکل در آنالیز فولاد 310S و ساختار کاملا آستنیتی غنی از عنصر نیکل می باشد.
از طرفی متریال HK-40 که جنس اصلی نمونه های خارجی است، نسبت به فولاد 310S دارای درصد کربن به مراتب بالاتر ( 0.3-0.5 در مقایسه با 0.07> ) می باشد که خود باعث افزایش مقاومت خزشی این فولاد ریختگی خواهد شد. در واقع کربن با ایجاد کابید کروم، نقش استحکام دهندگی در دمای بالا ایجاد خواهد کرد. به طور خلاصه قوانین زیر را در مورد محتوای کروم، نیکل و کربن در آلیاژهای ریختگی مقاوم به حرارت آهن-نیکل-کروم می توان بیان داشت (فایل ضمیمه 3):
1- با افزایش درصد نیکل، قابلیت جذب کربن توسط آلياژ د محیطهای کربوره کننده کاهش می یابد. ۲- با افزایش درصد نیکل، اگرچه استحکام کششی در دمای بالا کاهش می یابد، اما مقاومت به شوکهای حرارتی و خستگی حرارتی افزایش می یابد.
3- با افزایش درصد کروم، مقاومت به اکسید شدن و خوردگی در محیطهای شیمیایی کاهش می یابد.
۴- با افزایش درصد کربن، استحکام کششی در دمای بالا افزایش می یابد.
۴- متالوگرافی در هر چهار حالت بند ۱ جهت بررسی ریزساختار نمونه داخلی و خارجی پیش و پس از کارکرد با یکدیگر:
بر روی نمونه های داخلی و خارجی پیش و پس از کارکرد متالوگرافی انجام شد که ریز ساختار تهیه شده و تحلیل آن در زیر ارائه شده است:
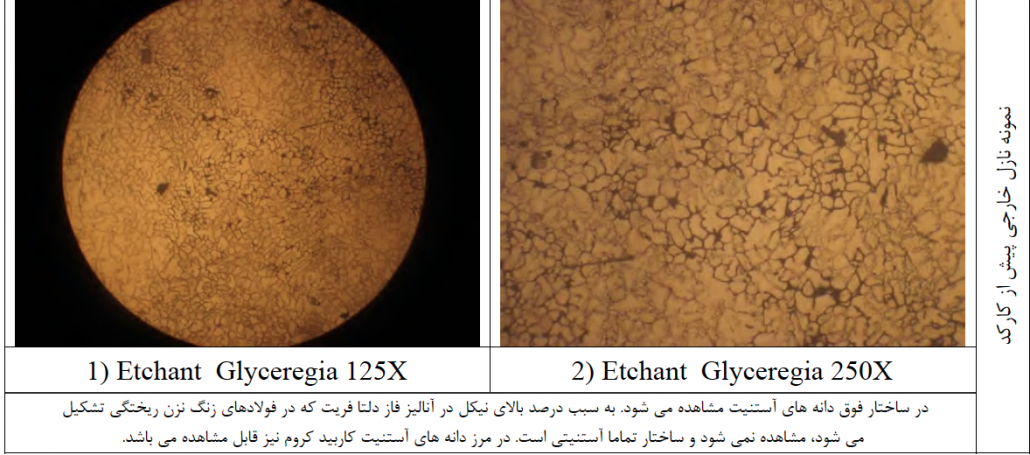
۴ – ۱ – نمونه نازل خارجی پیش از کار کرد
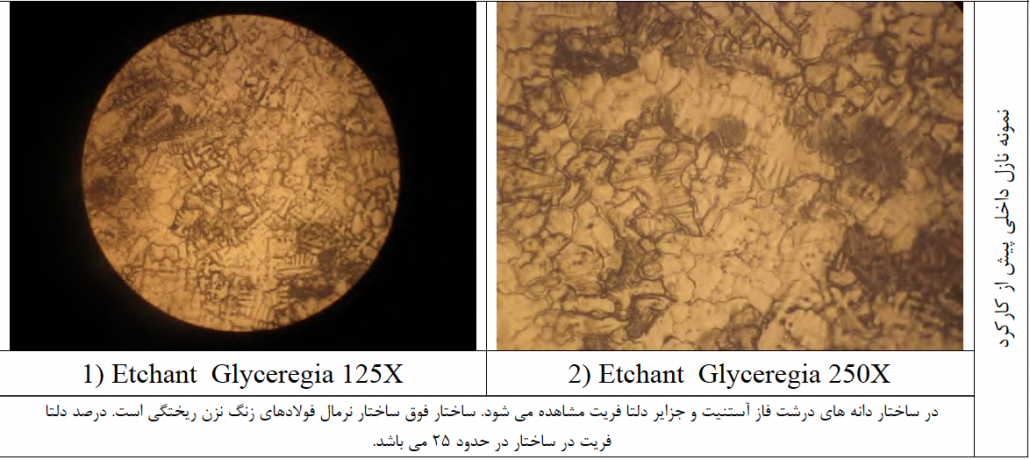
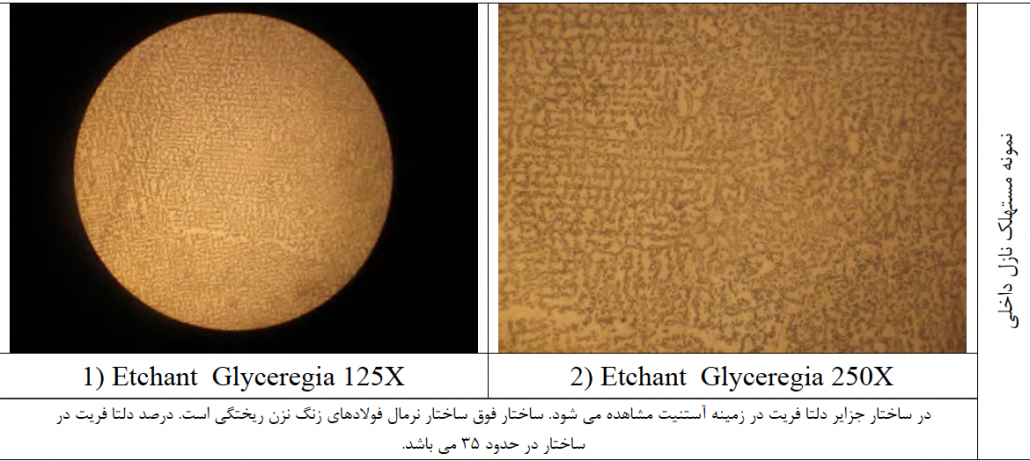
۴ – ۲- نمونه نازل داخلی پیش از کار کرد
۴ – ۳ – نمونه نازل خارجی پس از کار کرد

۴ – ۳ – نمونه نازل داخلی پس از کار کرد
د) ارائه راه حل:
پیش از هر چیز آنچه جلب توجه می نماید تفاوت فاحشی است که در آنالیز شیمیایی دو قطعه فابریک و ساخت داخل وجود دارد به طوریکه دو آلیاژ را می توان از دو دسته متفاوت دانست به بیان دیگر جنس قطعه فابریک (HK-40) از دسته فولادهای آستنیتی ریختگی مقاوم به دمای بالا و قطعه ساخت داخل (CF8) از جنس فولادهای آستنیتی معمولی است که در مورد اولی به دلیل بالا بودن Ni میزان (حدود ۲۱ درصد) ریز ساختار قطعه کاملا آستنیتی است و این مسئله را با یک آزمون بسیار ساده جذب یا عدم جذب آهنربا می توان اثبات کرد (کاملا Non Magnet است که نشان دهنده صددرصد آستنیت بودن ساختار است اما در مورد دوم به دلیل کمتر بودن میزان (حدود ۱۲ درصد) ساختار دارای حدود ۲۵ درصد دلتا فریت است که قطعه را Semi Magnet کرده است. تفاوت فاحش در شکل ساختار نیز در قسمت ج نشان داده شد که در واقع تمامی آزمونهای PMI و متالوگرافی و تست آهنربا یک مطلب را تایید می نمایند. در مورد تاثیر میزان نیکل در مقاومت قطعه در دمای بالا همانطور که پیشتر گفته شد، در واقع تاثیر عمده ای که افزودن نیکل دارد حذف فازهای دلتا فریت می باشد که در دمای بالا مقاومت استحکامی مناسبی ندارند و خزش جنس را تسهیل می کنند و از طرفی افزایش درصد نیکل مقاومت در برابر شوکهای حرارتی و نیز خستگی حرارتی را افزایش خواهد داد. افزایش درصد کربن در آنالیز نیز استحکام تسليم قطعه در دمای بالا را افزایش خواهد داد، لذا با توجه به پایین بودن درصد نیکل و کربن در نمونه های ساخت داخل که از جنس CF-8 می باشند، احتمال ایجاد خزش (Creep) بسیار زیاد است.
در مورد دو احتمال دیگر تخریب یعنی Corrosion و Erosion با توجه به اظهارات مسئولین سایت که درصد عناصر گازی را ۱۰ درصد Co2، ۳ درصد O2 و فاقد Co دانسته اند، می توان نتیجه گرفت که انتظار Corrosion در چنین شعله کنترل شده ای با احتمال زیاد وجود ندارد، همچنین باز هم بنا به اظهار نظر مسئولین که فشار گاز را ۱۶ میلی بار دانسته اند احتمال ایجاد Erossion غیر معمول نیز بسیار پایین است. پس می توان نتیجه گرفت Creep عامل اصلی تخریب بوده است و لازم است جنس ساخت داخل که CF-8 می باشد با جنس فابریک که HK-40 است، جایگزین شود.
در مورد مونتاژ قطعات نازل به بدنه مشعل نیز نکته مهمی که باید رعایت شود، توجه به WPS مناسب با نوع جنس و استفاده از الکترود صحیح است که چنانکه در ضمیمه ۴ دیده می شود، الكترود از جنس ER630 که از دسته فولادهای زنگ نزن رسوب سخت می باشد، مناسب جوشکاری تشخیص داده شده است.
نکته قابل توجه: از آنجا که ریختگری فولادهای آلیاژی مقاوم به حرارت با نیکل بالا در دماهای بالایی انجام می گیرد، آلیاژ سازی این نوع از آلیاژها با تبخیر و سوختن برخی از عناصر همراه است و در نتیجه رسیدن به یک ترکیب ایده آل نیازمند استفاده از تجهیزات و متد مدرن و معتبری است. در همین جا شرکت پارت ریتک آمادگی خود برای انتخاب کارگاههای مناسب برای اجرا و نظارت در حین ساخت با توجه به حساسیت ها و ملاحظات لازم جهت تولید قطعه، همراه با تکرار تمامی تستها از محصولات تولیدی را اعلام می نماید.