
Thermal equilibrium analysis of annealed and galvanized furnaces in continuous galvanized lines
1. Annealing and galvanizing furnace installations
Annealed and galvanized furnace installations are very energetic with electricity and fuel and show a significant share of their total energy consumption. Furnaces are widely used in the galvanizing process. The expertise of the production process along with energy saving methods can play an important role in the correct use of energy in galvanized facilities. Therefore, the criterion of galvanized energy consumption and understanding of specific energy consumption by different elements is very important. E-GEPDSS (Advanced Galvanized Energy Profiller Decision Support System) was developed to identify this specific energy consumption using heat balance analysis. The use of E-GEPDSS does not hinder the production process and the user may run the model for a set of different performance conditions and view the results. The results of the analysis help the user to make decisions about increasing energy.
This research includes the analysis of galvanized operations focusing on energy consumption furnaces. The thermal equilibrium of the furnace was constructed and applied using data collected from a host company during a factory visit. Sensitivity analysis was performed to investigate the effect of changing trend and product parameters on the total heat loss of the system.
From the energy analysis performed for the furnace equipment in the host facility, it was found that the useful heat absorbed by the product is only 50% of the heat supplied by the furnace and the rest of the heat is lost as losses. Heat losses from surfaces, walls, water coolers and ridges are significant. Heat loss due to opening and phase change does not appear to be significant. Permeability, furnace dimensions, area temperature, thermal conductivity of insulation materials and wire temperature at the entrance and exit of each area, have a significant effect on overall heat loss. In the future, this model will be more widely used for galvanized lines to help the galvanizing process have a better understanding of energy consumption when producing their product.
The steel industry accounts for about 3% of total US energy. The steel industry is one of the largest consumers of energy in the manufacturing sector. Steel is a very hard and durable metal and to produce it because it consumes a significant amount of energy, it must be heated to a high temperature.
There are currently about 40 galvanized lines operating in the United States. They produce galvanized steel by passing a wire (sheet) through a furnace operating at a very high temperature and then pulling it onto a roller dipped in surface melt, zinc alloy or aluminum alloy tub.
This sheet acts as an anti-corrosion component, thus increasing the service life of steel. Galvanizing is present in almost every major industrial application used in iron or steel. Throughout the history of facilities, chemical processes, paper, the automotive industry, and transportation, galvanizing has been widely used to control corrosion.
Table 1.1 summarizes the net shipments of various steel products for 2000 and 2001. It can be seen that the hot dip galvanized steel produced in 2000 and 2001 accounted for 14,872,000 and 14,293,000 tons, respectively. This puts galvanized steel production second only to the steel industry and thus explains the high demand for galvanized steel products in the US market.
From 1975 to 2000, the total capacity of coated sheet steel was steadily increasing, according to data collected by the International Lead and Zinc Research Organization. Figure 1.1 shows the total coated sheet in million tons. Coated sheet is a unique combination of properties that is not compatible with any other material. Some of its properties include high strength, ductility and light weight, as well as corrosion resistance, aesthetics, recyclability and low cost are other properties.
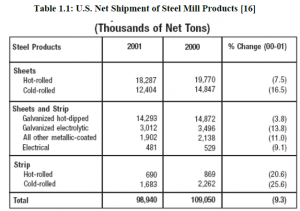
Table 1.1 summarizes the net shipments of various steel products for 2000 and 2001

Total number of galvanized sheets
The basic principle of induction heating is quite simple. Alternating current passes through an electric coil. A magnetic field is generated that varies with the amount of current. This field is concentrated inside the coil. The steel passes through the coil, eddy currents are induced inside the steel and flow in the opposite direction of the current in the coil. Heating is caused by electrical resistance to eddy currents caused by steel.
In any type of heating sector, the time it takes for the steel to reach a certain temperature is very important. Factors that affect these criteria are:
Steel spreading ability (tape): The surface of the smooth, highly reflective tape reflects more heat than it absorbs, so it heats up more than the low-reflectance tape. These bar features generally fit the surface roughness. Rough bar output that has less reflection.
Cooling section
The strip (steel) enters the cooling section where it loses heat. Cooling is done either by radiation or heat transfer through convection. Photo-radiant cooling is the method used to raise the temperature of the tape. The strip passes through rows of cooling pipes through which air is constantly drawn at room temperature. This tape radiates its heat to these pipes. This method leads to a relatively slow cooling rate. In convection cooling, cold furnace gas is blown on the surface of the hot strip. The furnace atmospheric gas is drawn through a heat exchanger in which the gas is significantly cooled. This cold gas is then put back into the oven to be blown directly onto the strip. Fast cooling can be achieved using this method.
Reason for research
The continuous galvanizing process is an energetic process in the steel industry. Figure 1.6 below shows the different forms of energy used in the steel industry and their dollar value. Obviously, the value of the dollar for electricity and natural gas is about half the total cost. Most natural gas and electricity are the two sources of energy used in galvanizing furnaces. Hence the analysis will be done according to electricity and natural gas.

Energy costs in the steel industry
- This study investigated the performance of furnaces and cooling sections from region to region by changing process trends and product parameters. Previous experimental and numerical work using energy used by galvanized lines (GEPDSS) has also been used. Because the energy consumption to change the product and process parameters has not been fully tested experimentally or computationally, a general heat transfer method is used to evaluate the sensitivity of galvanized lines to change the product and process parameters.
Galvanized energy profiler decision support system
GEPDSS is a decision support system capable of examining the impact of hardware such as a large bowl and / or improved process equipment on continuous galvanized lines. It conducts an economic analysis of the energy efficiency measures resulting from the improvement of the large bowl bowl hardware or any other process equipment in a continuous galvanized line. It can also validate energy savings in a continuous galvanized line.
This method of support system allows static simulation of energy production, rejection and consumption. Allows the user to perform sensitivity analysis and evaluate the economic benefits of using new hardware materials and, if using any energy saving method and improving the efficiency of their equipment, the effect of energy saving To analyze. GEPDSS provides energy for a maximum of three different production and consumption processes. In summary, GEPDSS can simulate a scenario to identify the amount of energy and cost benefits that can result from any energy saving measures.
Advanced Galvanized Profile Decision Making System (E-GEPDSS)
GEPDSS provides an advanced heat balance calculation system. This system allows users to understand “what is happening” in the analysis to find the effect of different process and process parameters on energy consumption along the galvanized line. The advanced system (or E-GEPDSS) mainly focuses on the thermal equilibrium of the galvanized furnace, the large hollow bowl, because these three factors are the main factors in galvanizing. The use of GEPDSS and E-GEPDSS provides the industrial user with the flexible tools to determine the energy cost savings resulting from the production of different grades of product.
Aim and objectives of the present study
The aim of E-GEPDSS is to discover the energy saving potential of galvanized lines using heat balance analysis. Large amounts of data are collected in industries to produce a database. This raw data must be converted into meaningful information and presented in a proper format to generate knowledge about the system. This information and knowledge helps companies to analyze their system as well as perform sensitivity analysis for the system. The purpose of this research is to turn such raw data into knowledge. The purpose of this study is to design and develop a computer-based model for galvanized line in the steel industry with the help of collected data, model validation and evaluation of the model’s usefulness in deciding to increase the performance of galvanized line.

Galvanized line performance
The specific objectives of this research are as follows:
- Creates an interactive model for estimating the energy consumed to change product and process parameters.
- Enables sensitivity analysis using the model to identify key energy-sensitive parameters.
- Evaluates the model using the data collected during the design visit
Conclusion
The galvanizing industry is currently experiencing significant energy losses due to inefficiency in its production process. The effect of having a heat balance model used to distinguish heat loss from useful heat is discussed in Section 1.3. The proposed model is expected to analyze and present the energy savings resulting from any modification to the existing process.
2. Consumption and energy saving measures in the steel industry
The US steel industry has taken many steps to reduce its energy consumption over the past decades. Study on energy use: Historical Outlook and Future Opportunities in the Steel Industry Explains the historical decline in energy consumption and how to provide guidance for the future. A comparison has been made between current average energy consumption and good cases. This technology has proposed new technologies for various processes in steelmaking to further reduce energy consumption per ton. It also suggests how to reduce average energy consumption by further restructuring industries. Overall, this study provides complete information on energy consumption, the concept of good practices, and how to save more through new technologies.
Steel production is crucial not only in the United States but around the world. Steel productivity in India has fallen sharply due to policies to protect the price and distribution of iron and steel and inefficiencies in the public sector combined with steel mills, a trend that will continue in the future where energy use is worrying. Is. A study of the Indian iron and steel industry by Katja Schumacher and Javanat Sata explains the opportunities for productivity, energy efficiency and carbon emissions in the iron and steel industry. They examined current changes in the structure and energy efficiency of the steel sector and concluded that with the liberalization of the iron and steel sector, the industry is rapidly moving towards the best technology in the world, leading to lower carbon emissions, improving efficiency. And the optimal use of energy in existing and future power plants. This report presents energy saving potentials by comparing specific energy consumption in Indian iron and steel mills with energy consumption in projects using the world’s best technology. The report also focuses on areas for improving energy efficiency, including improvements in input factors, technology conversion and retrofitting, as well as waste heat recovery and recycling. It also explains how it hinders the implementation initiative for energy efficiency, which exists in terms of general and process barriers in macro and micro.
The level of the economy is finally calculated, the amount of carbon dioxide emissions and the potentials to reduce the adoption of energy efficiency measures.
Energy is vital not only for the steel industry but also for the metal casting industry. The metal casting industry is one of the most consumed sectors of production with more than half of its energy consumed in the smelting process. Although energy consumption in the smelting process has been a major concern in casting operations, the industry continues to use low-energy melting technologies. A report has been prepared by BCS to explore technological implications for smelting metals that may drastically reduce energy consumption. This study concludes its purpose by analyzing current and emerging smelting technologies and discussing the barriers to scaling issues and the research needed to advance these technologies. It provides the potential to improve melting efficiency, reduce metal heat transfer heat and reduce waste, and improve performance. Some recommendations include optimizing melting operations and heat treatment. For example, cover the furnace and preserve the refractory material. And install radiant panels in concrete kilns. The report also provides information on the current status of used furnaces and how to implement energy reductions using the existing furnace improvement center. Although this report focuses on metal smelting applications, the smelting technologies and advances discussed in this report can be applied to all furnaces and molten material processes, including primary aluminum, secondary aluminum, glass, iron and steel, and other industries. .
2.2 Mathematical and planning models in integrated steel industries
An algorithm has been developed by Yoshitani, N and Hasegawa, A (controlling the temperature model of a strip (wire) for a continuous annealing heating furnace) for cases where prior knowledge of parameter change can already be obtained. In this model, a simple mathematical model is taken from the first principles. The model parameters are estimated by an algorithm called the return variable parameter estimation with vector variable amplification factor (REVVF) in which the supplied bar temperature control system is hierarchical, the higher level is called “optimal preview control”, which controls Performs preset. This preview changes the approach approximation of settings, such as changes in tape size or reference temperature, and optimizes line speed and tape temperature path, the lower level is called “temperature tracking control”, which uses closed loop control using the above he is doing it.
The path that was first used as a control target at this level is the auto-adjustment pole adjustment control. And then the predicted general self-regulation control was introduced. These control methods were applied with some practical modifications and with the REVVF mentioned above. The controller has worked successfully on several real designs.
Ben Zhang, Zhigang Chen, Lyon Zhou, Jingcheng Wang, Jianmin Zhang, Hui Shao worked on a model to control the heating furnace. This model includes three sub-models, the automatic combustion control model (ACC), the dynamic combustion process model and the control loop model. The ACC model calculates the set points of the furnace temperature so that the slabs in the furnace can be heated to the discharge temperature. To describe the dynamic model under the rolling line mode and the fuel flux provided by the control loop model. The control loop model or Distributed Control System (DCS) model controls the fuel flux of each region according to the set points of the furnace temperature and furnace mode. This model can be used to develop new energy saving techniques or achieve quality optimization.
G. Blakey and S. B. M. Beck proposed a method for showing a dimensionless equation to improve furnace efficiency. They showed in their analysis that the current burner toronon method to reduce energy consumption affects the thermal efficiency of the furnace, especially at low levels of furnace capacity utilization. This research has been done with the aim of consuming energy of galvanized bath furnace with natural gas. Their approach was to use thermal energy consumption in terms of supply and demand to describe thermal efficiency, was the first approach. The developed equations are used to compare different furnaces and different types of fuel. However, these equations do not take into account other equipment on the galvanized line.
A research team from the University of West Virginia and the International Lead and Zinc Organization (ILZRO) is focused on developing a decision support software called the Galvanized Energy Decision Support System (GEPDSS) that integrates all major energy consuming equipment into one system. Continuous immersion is considered permanent. This DSS line allows the user to model their galvanized line in Excel-based software. DSS controls current energy production and consumption in up to three different processes. This can simulate a method of identifying the benefits that can be achieved as a result of gradual measures in energy consumption.
The US DOE (PHAST) Heating Process Assessment Tool from the Industrial Heating Equipment Association provides data on energy lost as a result of inadequate or uninsulated surfaces and calculates efficiencies based on air fuel ratio and heat levels for equipment process heating, respectively. given.
2.3 Conclusion
This review presents the history of ideas implemented in the field of energy saving in the steel industry and measures taken to reduce energy costs and optimize useful resources in the steel industry. It can be seen that a lot of research has been done in the field of energy saving in the steel production process. New technology and the use of mathematical models for optimization have helped the iron and steel production process to be energy efficient.
There is currently no source available to calculate the amount of energy consumed by a continuous galvanized line when switching between different product grades and process parameters. The model developed through this research can be used to analyze sensitivity and process enhancement decisions. Therefore, research in this field will greatly help the steel industry to analyze and improve their energy efficiency.
3. Research approach
3.1 Project Objectives
The research objectives of this project are listed below.
Study galvanized line parameters by visiting the line.
Thermal balance of annealing and galvanic furnaces.
Software development (E-GEPDSS) to enable sensitivity analysis of heat balance model.
ation Validation of the heat balance model with the data collected when visiting the line.
3.2 Study of galvanizing process (furnace inspection and data collection)
Detailed study of continuous galvanizing line has been obtained by referring to lead galvanizing facilities. An accurate list of furnace components and parameters was recorded and studied. Discussions with factory personnel helped to gather accurate information about furnace components and process parameters. An initial model consisting of different kiln losses was generated using all data collected from the hits, and by reviewing heat transfer concepts.
Presenting this introductory model at a meeting of the Galvanizers Association in Baltimore, St. Louis, and Louisville helped refine the model. Feedback from the meeting was considered and the developing model is further galvanized. Additional site visits were performed to ensure the accuracy of the data used for the experimental analysis. Several historical studies contributed to the successful development of the model. An Excel® model with heat balance equations that developed the formula for heat loss and sensitivity analysis.
3.2.1 Line visits and data collection
Visiting the line plays an important role in this project. This model needs real information about galvanized lines to be accurate, and these line visits will help improve this project. The factory he visited was the Fairless Works factory in the United States, Fairless Hills, Pennsylvania. Two linear trips were performed to collect sufficient data for the model. Initial trip to gain knowledge about galvanized lines as well as to collect data for the prototype model. The second visit was to ensure the accuracy of the data used for the analysis of the experiment. During these visits, the collected data were further refined and various observations and measurements were performed in the furnace section. Measuring on a galvanized line is impossible without the right tools, so a set of tool kits was also taken to the factory. Some of the tools needed for measurements are: Thermal camera (helps to observe temperature changes), temperature gun (used to measure the temperature of a contactless object), combustion stack gas analysis. In addition, data were also collected from computers controlling the galvanized line. The computer-controlled system provides data for different temperatures maintained in different regions, the temperature of the strip entering and leaving the regions, and the flow rate of hydrogen and nitrogen. Data and information collected from facilities and other sources were refined and simplified to obtain the most accurate information possible. These hits help fill the model with real-time data.
3.3 Heat balance
The purpose of this study is to investigate the heat balance of the furnace. The energy entering the furnace that passes through the furnace by the steel strip (steel) is checked. That heat is useful. The rest of the available heat is lost in the form of losses such as conduction through the walls, radiation and convection through the furnace surfaces, loss of stack or chimney gas, loss of cooling water, loss of shielding gas and loss of opening. These damages are discussed in detail in Section 3.5.
3.4 Heat transfer parameters
Various parameters were identified and selected for the study. The following sections describe the importance of each parameter.
3.4.1 Disorder (ᶓ)
The amount of radiation of an object is the ratio of energy reflected and absorbed at the same temperature. The emission of a real black body is 1.00, so a ratio close to 1.00 indicates that the object is closer to the black body and retains the heat or energy contained in it.
The object is included. Because this study is associated with heat loss, diffusion is very important
The role in reducing the radiation drop was determined using Equation 1.
![]()
The emission of this material depends on the material to be studied, in which case it is steel. Based
In the review of articles, the diffusion rate for steel is found in the range of 0.5-0.9.
3.4.2 Stefan Boltzmann Constant
Refers to the relationship between radiant energy and temperature for a black body radiator
As the Stephen-Boltzmann constant. This corresponds to the total radiant energy (Btu / hr-ft2) of the surface
Black body up to its temperature T:
![]()
Where, is the Stephen-Boltzmann constant in equation 2.
The radiative body examined in this experiment is the walls of the furnace. There are walls
Not a complete black body radiator, but it can be considered a gray body that emits some of them
The fraction of black body radiation generated by its propagation. The radiant flux is simply heat
Scattered per unit area. Therefore, the total energy radiated by the walls can be shown as shown
In Equation 3.
![]()
3.4.3 Heat transfer coefficient (hours)
Thermal energy that is transferred between a surface and a moving fluid or atmosphere
Temperature is known as convection. In this case the walls of the furnace surface and
Atmosphere acts as a moving fluid. Convective heat transfer considered here is normal or
Free convection Heat transfer per unit area through first convection by
Newton and the relation are known as Newton’s law of cooling. Equation for convection
It can be expressed as Formula 4 shown below:

Where, h is the heat transfer coefficient (Btu/hr-ft2.oF).
From 1975 to 2000, the total capacity of coated sheet steel was steadily increasing, according to data collected by the International Lead and Zinc Research Organization. Figure 1.1 shows the total coated sheet in million tons. Coated sheet is a unique combination of properties that is not compatible with any other material. Some properties include high strength, ductility, light weight. Corrosion resistance, aesthetics, recyclability and low cost are other properties.